Energy Cost Saving
With budgets being reduced on an annual basis and energy costs continually increasing, the task of running an engineering department with limited financial resources gets tougher and tougher. NW Total understands the challenges faced by every industry to save money by improving the efficiency of their energy systems.
Back in 2011, NW Total were approached by a multi-national pharmaceutical company to repair their current condensate system while at the same time help them to reduce their Steam System costs by improving efficiency. After an initial survey of the current system by NW Total, the solution proposed to combat this problem was a bespoke Condensate Recovery Set.
By using a condensate recovery system, the normally wasted energy in a steam system is recycled by recovering the condensate and returning back to the boiler hot well feed tank. Not only does it save energy in heating new water, it also reduces the cost of chemical dosing as the recovered condensate has already been treated.
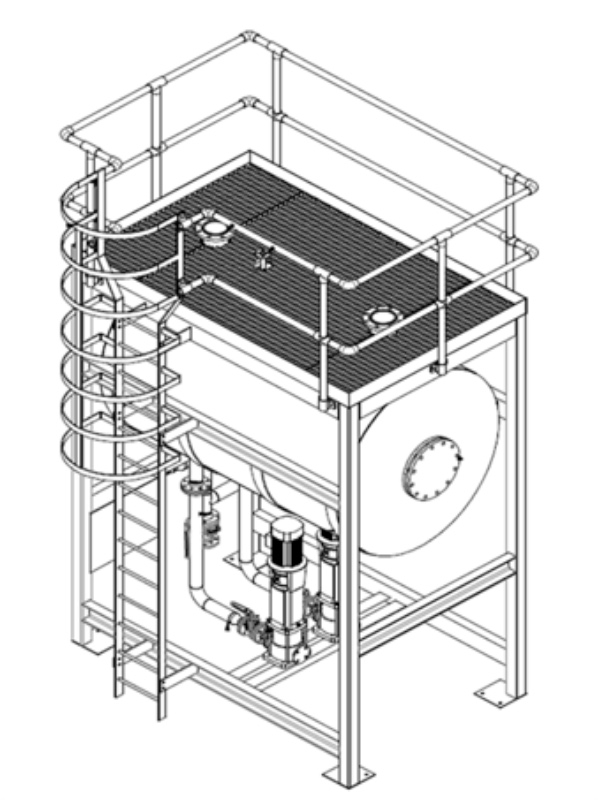
The system was designed to use a multi-staged pump set with a stainless steel body that can handle condensate up to 99°C. Two pumps were required on duty/assist/standby operation. Both pumps on the unit were sized at 100% of the duty with a cascade operation should the design duty be exceeded. The control philosophy also incorporates an auto change over function. Inverter driven pumps were also incorporated within the design which are controlled by a level radar on the tank. The radar will increase the percentage of the pump running speed as the liquid level rises and decreases as the level falls. This method of control will increase efficiency and show savings on overall energy consumption costs.
Once the design phase was completed, the system was manufactured and tested at NW Total’s facility in Barrow-in-Furness, Cumbria.
Following manufacture, NW Total undertook the project of removing the old system that included a 60m3 tank. Once removed, the new system was installed and commissioned. Immediate gains were made saving the site enough money to cover costs incurred within a year of installation.
As well as offering Bespoke Condensate Recovery Packages, NW Total provide compressed Air leak Detection Surveys as well as Flow Meters and Leak Detection Units. These products and services are designed to help tackle the large sums of money lost within another expensive area of energy production, Compressed Air.
The production of compressed air and maintenance of a compressed air system can be very expensive. This is why it is vital for any facility to keep on top of finding and repairing any leaks within the system. Not only can a few leaks cost multiple thousands of pounds per year, it can also affect production speed and quality. Your compressors will have to work far harder than originally designed, thus shortening there life span.
We estimate that even the smallest of pin prick sized holes, a loose connection or damaged union could be costing over £500 per year for one leak. This can quickly add up and before you know it the cost of wasted compressed air could be well in excess of £10,000 per year.
As mentioned above, NW Total understands the importance of plant efficiency and how crucial it is to reduce energy bills to a minimum. NW Total can provide a complete site survey and propose measures that can be taken to help improve energy efficiency within your manufacturing process.